တွင်းတူးကိရိယာများဖြင့် ကောင်းမွန်သော လေးနက်သောအပေါက် ငြီးငွေ့ဖွယ်ကောင်းသော စက်များ
ကုန်ပစ္စည်းအကြောင်းအရာ
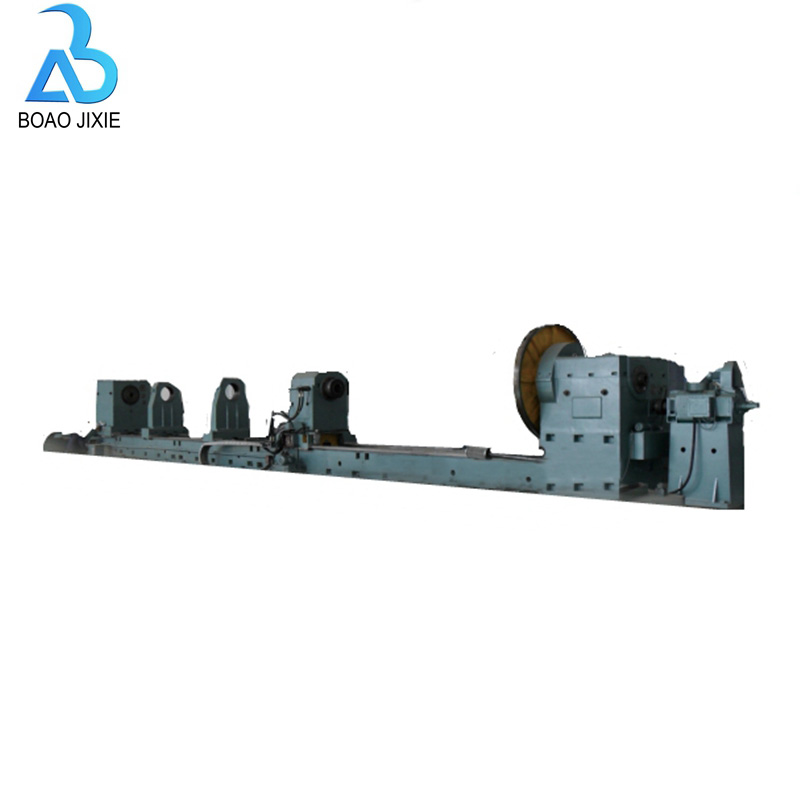
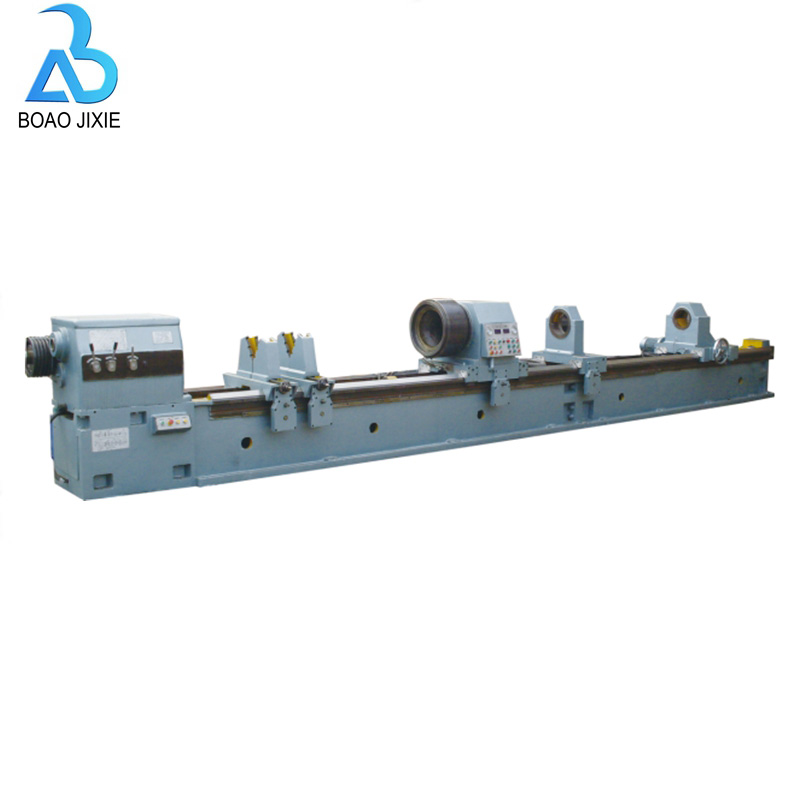
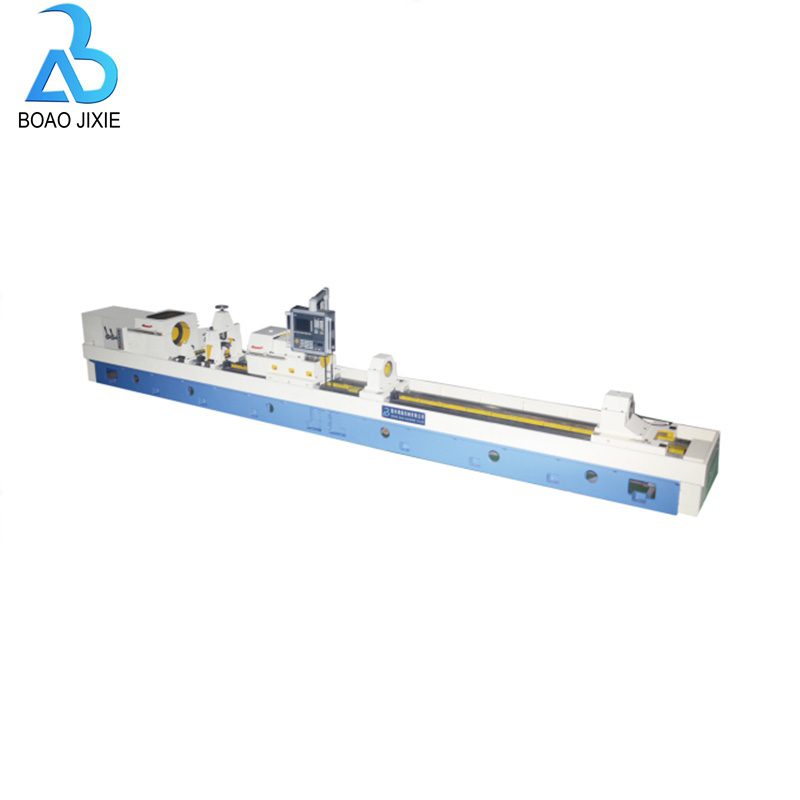
T2180 စက်သည် အဓိကအားဖြင့် တူးဖော်ခြင်း၊ ငြီးငွေ့ဖွယ်ကောင်းသော၊ ချဲ့ထွင်ခြင်း၊ ကြိတ်စက်လောင်ကျွမ်းခြင်း နှင့် trepanning စသည်တို့ကဲ့သို့သော အကြီးစား cylindrical အစိတ်အပိုင်းများကို စီမံဆောင်ရွက်ရာတွင် အဓိကအားဖြင့် အလုပ်အပိုင်းသည် ဖြည်းညှင်းစွာ လှည့်ပတ်နေမည်ဖြစ်ပြီး ကိရိယာသည် အစာကျွေးနေစဉ်တွင် လျင်မြန်စွာ လှည့်ပတ်ပါသည်။အပေါက်ဖောက်ခြင်းအပြင်၊ ၎င်းသည် step hole နှင့် blind hole တို့ကိုလည်း လုပ်ဆောင်နိုင်သည်။ဤစက်ကို ကျယ်ပြန့်စွာအသုံးပြုထားပြီး အမှန်တကယ်လိုအပ်ချက်ပေါ်မူတည်၍ လုပ်ငန်းစဉ်အမျိုးအစားကို ရွေးချယ်နိုင်ပါသည်။
တူးဖော်သည့်အခါ စက်သည် BTA အတွင်းချစ်ပ်များကို ဖယ်ရှားသည့် အမျိုးအစားကို လက်ခံရရှိသည်၊၊ ရေနံအစာသည် တူးဘား၏အဆုံးမှ ချစ်ပ်များကို ဖယ်ရှားရန်အတွက် ဖြတ်တောက်ထားသော အရည်ကို ထောက်ပံ့ပေးသည်။တွန်းထုတ်ရာတွင် ငြီးငွေ့လာသောအခါ၊ ဖြတ်တောက်ထားသော အရည်သည် ဆီအပေါက်ငယ် သို့မဟုတ် ပျင်းရိဘား၏အဆုံးရှိ အပေါက်ကြီးမှတဆင့် ဖြတ်တောက်သည့်နေရာကို ရောက်ရှိသည်။
ချစ်ပ်ပြားသည် ခေါင်းစွပ်အဆုံးမှ လွင့်ထွက်နေသည်။trepanning လုပ်သောအခါ၊ အထူးတူးလ်၊ tool bar နှင့် clamping device ကိုတပ်ဆင်ထားသင့်သည်၊ ချစ်ပ်ကို ပြင်ပဖယ်ရှားမှုအမျိုးအစားဖြင့် ထုတ်လွှတ်သည်။
ဤစက်ကို workpiece နှင့် tool ၏ double rotation ကိုရရှိသည့် drill box ဖြင့် တပ်ဆင်ထားပြီး၊ လုပ်ဆောင်ချက်တစ်ခုတည်းသည် အမှန်တကယ်လိုအပ်ချက်အပေါ်အခြေခံ၍လည်း ရရှိနိုင်ပါသည်။workpiece သည် rotary speed ပိုနည်းသောအခါတွင်၊ process efficiency နှင့် quality ကို စိတ်ချနိုင်ပါသည်။
headstock သည် workpiece ကိုသော့ခတ်ရန် လေးထောင့်အပေါက်ကို လေးဖက်ထောက်ထားပြီး၊ တည်ငြိမ်သောကျန်သည် ပံ့ပိုးရန်နှင့် ဆီ feeder သည် ဟိုက်ဒရောလစ်ဖိအားဖြင့် ကုပ်ရန်ဖြစ်သည်။ဆီဖြည့်စက်သည် ဝန်ခံနိုင်စွမ်းနှင့် လည်ပတ်မှုတိကျမှုကို မြှင့်တင်ပေးသည့် အဓိကဝင်ရိုးဖွဲ့စည်းပုံကို လက်ခံသည်။အိပ်ရာကိုယ်ထည်သည် အထူးကောင်းမွန်သော တောင့်တင်းမှု၊ ကောင်းမွန်သော ဝတ်ဆင်မှုခံနိုင်ရည်ရှိပြီး တိကျစွာ ထိန်းသိမ်းနိုင်စွမ်းရှိသည်။လှေကားထစ်မရှိသော အမြန်နှုန်း စည်းမျဉ်းကို သိရှိရန် ကိရိယာကို ကျွေးမွေးခြင်းသည် AC servo မော်တာကို လက်ခံပါသည်။headstock သည် stepless speed regulation ဖြင့် DC motor ကိုအသုံးပြုသည်။Drill box ကို ဂီယာပြောင်းခြင်းဖြင့် အရှိန်ထိန်းညှိပေးသော ကြီးမားသော ပါဝါမော်တာဖြင့် မောင်းနှင်ပါသည်။
ဟိုက်ဒရောလစ်စနစ်သည် မြင့်မားသောတည်ငြိမ်မှုနှင့် တိကျမှုရှိသည့် workpiece ကို ကုပ်ခြင်းနှင့် ပြုပြင်သည့်အခါ တိကျသောထိန်းချုပ်မှုရှိသည်။လုပ်ဆောင်ချက် ကန့်သတ်ချက်များအားလုံးကို မီတာမျက်နှာပြင်ဖြင့် ပြသထားပြီး၊ workpiece clamping နှင့် လုပ်ဆောင်ချက်သည် အလွန်လုံခြုံသည်၊ လျင်မြန်ပြီး တည်ငြိမ်ပါသည်။စက်သည် PLC ထိန်းချုပ်မှုကို လူသား-စက်မျက်နှာပြင်ဖြင့် လက်ခံထားသောကြောင့် လည်ပတ်ရလွယ်ကူသည်။
သတ်မှတ်ချက်များ
| NO | ပစ္စည်းများ | ဖော်ပြချက် | |
| 1 | မော်ဒယ်များ | T2280 | T2180 |
| 2 | တူးဖော်ခြင်း အချင်းအပိုင်းအခြား |
| Φ60mm-Φ150mm |
| 3 | အများဆုံး ငြီးငွေ့ဖွယ် အချင်း အပိုင်းအခြား | Φ800mm | Φ800mm |
| 4 | ငြီးငွေ့ဖွယ် အနက် အပိုင်းအခြား | 1000-15000mm | 1000-15000mm |
| 5 | Workpiece clamping အချင်း အပိုင်းအခြား | 320-1250mm | 320-1250mm |
| 6 | စက်ဗိုင်းလိပ်တံ အလယ်ဗဟိုအမြင့် | 1000mm | 1000mm |
| 7 | headstock spindle ၏လှည့်နှုန်းအကွာအဝေး | 3-120r/မိနစ် | 3-120r/မိနစ် |
| 8 | ချည်ပေါက်အချင်း | 1-225r/မိနစ် | 1-225r/မိနစ် |
| 9 | Spindle Front taper hole အချင်း | Φ130mm | Φ130mm |
| 10 | Headstock မော်တာပါဝါ | 140# | 140# |
| 11 | Drill box မော်တာပါဝါ |
| 30KW |
| 12 | Drill box သည် ဗိုင်းလိပ်တံအပေါက်အချင်း |
| 130mm |
| 13 | ရှေ့က taper hole ဖြစ်ခဲ့ရတယ်။drill box ၏ |
| Φ85mm(1:20) |
| 14 | Drill box အရှိန်အကွာအဝေး |
| 16-270r/မိနစ် |
| 15 | အစာကျွေးခြင်းအရှိန်အကွာအဝေး | 5-2000mm/min (ခြေလှမ်းမဲ့) | 5-2000mm/min (ခြေလှမ်းမဲ့) |
| 16 | အစာကျွေးတဲ့ ရထားက အရှိန်မြန်တယ်။ | 2m/min | 2m/min |
| 17 | မော်တာပါဝါကျွေးပါ။ | 11KW | 11KW |
| 18 | တွန်းလှည်းကို အမြန်ကျက်အောင် မော်တာပါဝါ | 36N.M | 36N.M |
| 19 | ဟိုက်ဒရောလစ်ပန့်မော်တာပါဝါ | N=1.5KW | N=1.5KW |
| 20 | ဟိုက်ဒရောလစ်စနစ်၏အလုပ်ဖိအားအဆင့်သတ်မှတ် | 6.3Mpa | 6.3Mpa |
| 21 | အအေးခံပန့်မော်တာပါဝါ | N=7.5KW(2အုပ်စု)5.5KW(1အုပ်စု) | N=7.5KW(2အုပ်စု)5.5KW(1အုပ်စု) |
| 22 | အအေးခံစနစ်၏ အလုပ်ဖိအားအဆင့်သတ်မှတ်ထားသည်။ | 2.5Mpa | 2.5Mpa |
| 23 | အအေးခံစနစ်စီးဆင်းမှု | 300၊ 600၊ 900L/မိနစ် | 300၊ 600၊ 900L/မိနစ် |
| 24 | CNC ထိန်းချုပ်မှုစနစ် | Siemens 808 သို့မဟုတ် KND | Siemens 808 သို့မဟုတ် KND |
အမှတ်တရ ဓာတ်ပုံများ


ထုတ်ကုန်အမျိုးအစားများ
-
တရုတ်လက်စွဲတွင်းတွင်းတူးခြင်းနှင့် ငြီးငွေ့ဖွယ်ကောင်းသော machi...
-

အရည်အသွေးကောင်းမွန်သော လေးနက်သောအပေါက်ဖောက်စက်များ
-

အရည်အသွေးမြင့် CNC တွင်းတူးစက်များ
-

CNC Heavy Duty Deep Hole Drill & Boring Ma...
-

တရုတ်နိုင်ငံမှ တွင်းနက်တူးဖော်ခြင်းနှင့် ငြီးငွေ့ဖွယ်စက်များ ...
-
အရည်အသွေးမြင့် တွင်းတူးခြင်းနှင့် ငြီးငွေ့ဖွယ်ကောင်းသော...





